


Stainless steel manufacturer Columbus Stainless advocates that the much longer life span of ore wagons achieved using 3CR12, makes it clear why stainless steel is the cost-effective choice for equipment in ore-handling processes.
“Owing to its excellent properties in wet sliding conditions, the use of 3CR12 grade stainless steel has been successful in ore-handling equipment such as ore wagons, bins, chutes and launders,” says Columbus Stainless local sales and market development manager Lerato Mashigo.
Over 8 000 t/y of 3CR12 grade stainless steel – produced by Columbus Stainless – is used to manufacture ore wagons in South Africa and globally.
Mashigo explains that metals with high abrasion resistance are more resistant to the resultant wear that takes place when wet rock-type ore – or even coal – rubs on or passes over the vessel surface.
She points out that, although there are many designs for coal wagons, the typical wagon comprises between 5 t and 10 t of 3CR12.
The low-cost chromium containing stainless steel grade, fabricated by modifying the properties of grade 409 steel to give its characteristic excellent weldability and toughness, was originally developed by Columbus Stainless, which patented the registered trademark ‘3CR12’.
Additionally, the thickness of the 3CR12 varies from 3 mm to 10 mm, depending on whether it is used to manufacture the frames, structure, floor or sides of the wagon.
Mashigo refers to a detailed study conducted by Columbus Stainless on four monocoque ore wagons commissioned in 1985.
The wagons were manufactured from 3CR12 steel in the hot-rolled mill finish, which does not require any painting or coating system for corrosion protection. The wagons were constructed out of 6 mm plate for the tubs and 4 mm plate for the sides.
The study revealed that the wagons had a material loss, due to corrosion abrasion, of 10 μm/y on the tubs and sides, compared with competing materials such as mild steel, which had a metal loss of 160 μm/y. The 3CR12 steel performed 16-times better than the competitor material.
Therefore, the wagons in this environment are predicted to have a life span of about 65 years, she adds.
The ore wagons have not been “touched up” or repainted, with only negligible metal loss or thinning, owing to wear.
“Structurally, the four 3CR12 wagons have not undergone any maintenance in their 35 years of service,” says Mashigo.
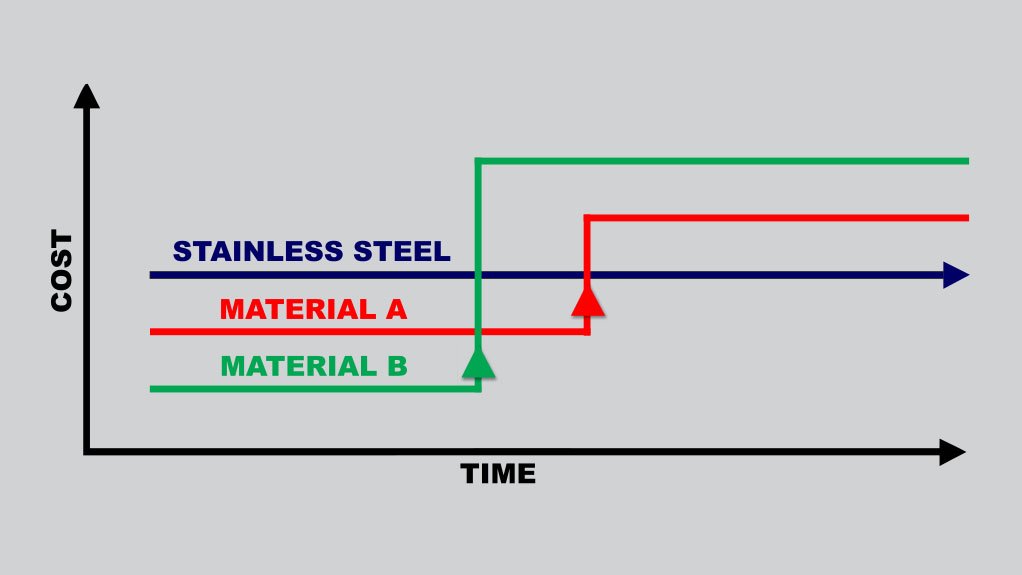
Further, no rigorous life-cycle costing analysis has been necessary for the wagon manufacturers and end-users to see an improvement in performance and costs. Results speak for themselves.
“The concept of life-cycle costing remains a topic of note, especially in this current economic climate. Equipment and structures need to last as long as possible with the lowest possible cost.”
Edited by: Zandile Mavuso
Creamer Media Senior Deputy Editor: Features
EMAIL THIS ARTICLE SAVE THIS ARTICLE
ARTICLE ENQUIRY
To subscribe email subscriptions@creamermedia.co.za or click here
To advertise email advertising@creamermedia.co.za or click here
