




- Thermaspray (0.09 MB)
/ MEDIA STATEMENT / This content is not written by Creamer Media, but is a supplied media statement.
Burnishing, de-magnetization and measuring of electrical run-outs by thermal and plasma coating solutions specialist, Thermaspray, aids with improving the mechanical reliability of rotating equipment inside motors and generators resulting in reduced failure risks, extended component life and improved uptime.
In-service monitoring of both mechanical and electrical run-out will improve the mechanical reliability and reduce the risk of failures and subsequent costs of motors, generators and specifically the lower shaft and bearing housings.
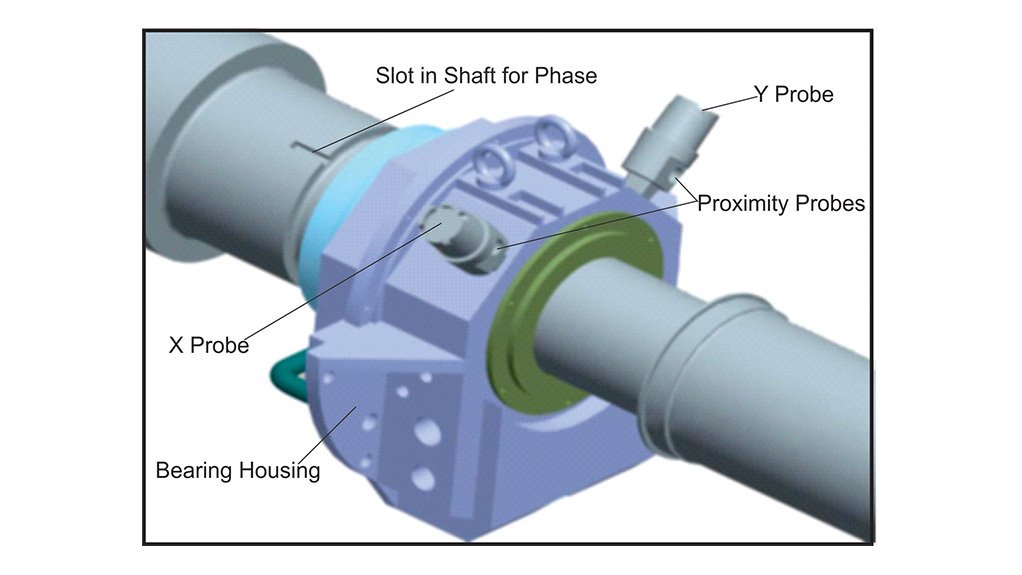
Discussing the two types of runouts, Metallurgical Engineer at Thermaspray, Shaik Hoosain, explains that a mechanical run-out by a dial indicator is not done in-situ. Electrical run-out measures the deviations in the electrical properties of the material and cannot be measured with a dial indicator. Electrical run-out is detected by means of in-service eddy–current proximity probes on these motors and generators. Proximity probes measure and monitor the relative vibration or motion between a shaft and its stationary bearing surface.”
Electrical run-out is concentrated around the metallurgical variations around the circumference of the shaft where these metallurgical variations lead to electrical conductivity and magnetic permeability of the shaft affecting the probe track signal. Sources of electrical run-out include metallurgical variations or changes, forging, heat treatment, grinding, magnetism, stress effects, handling and plating.
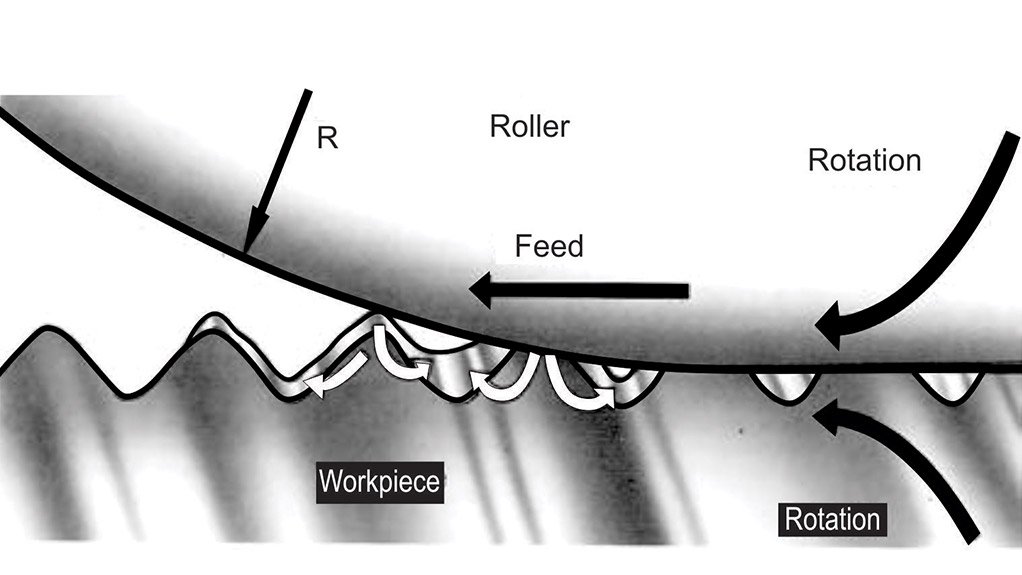
For a true and accurate in-service measurement, the electrical run-out is measured and corrected prior to the assembly of the equipment. “We measure and correct electrical run-out through a process called burnishing that involves the rolling of a blunt tool against the surface of a work piece with a force being applied by the tool,” continues Hoosain.
Metallurgically, burnishing is a cold working process that improves the surface characteristics of components and is mainly performed on materials to improve the surface strength and roughness. As soon as the yield point of the material is exceeded, plastic deformation occurs which leads to a smoother surface profile.
Burnishing is performed by revolving the final ground/machined part in a lathe and using a diamond burnishing tool. The probe track area, where the run-out is measured, is cold worked to ensure a perfectly round, parallel and smooth surface. After completion of the burnishing process, the residual magnetism in the part, measured using a residual field indicator and a Gauss meter, is removed using demagnetizing coils.
After the burnishing process, electrical run-out can then be measured using an electrical run-out indicator apparatus on a lathe or inspection bench. Electrical run-out is measured every 1° through 360° and plotted on graphs using specialized, calibrated equipment and applicable software.
Discussing eddy-current proximity probes for shaft vibration monitoring, Hoosain says that the probes are positioned over a specially machined probe track area adjacent to each bearing journal. The signal from the eddy-current proximity probe is a function of the gap between the probe tip and the target material. If the run-out changes in service, the difference is registered by the probes and will indicate to operators and engineers that the equipment is damaged e.g. worn, out of balance, poorly lubricated etc.
Surface imperfections such as scratches, out-of-roundness or non-concentricity with respect to the bearing journal are mechanical imperfections which will appear as vibrations that will result in measurement errors. These will be picked up as signals by the eddy-current proximity probes.
Typical equipment using probe tracks include boiler feed pumps, 50% boiler feed pumps, turbine rotors, compressor rotors, blower rotors, pinion shafts and cryogenic pump rotors.
Burnishing, de-magnetization and measuring of electrical run-outs all performed in Thermaspray’s well-equipped workshops according to the relevant ISO standards.
Thermaspray, in a joint venture with Cape Town-based Surcotec, offers an extensive portfolio of engineering and thermal spray coating solutions that extend component life cycles to assist OEM and end-user clients across southern Africa in reducing costs and increasing production. The companies’ world-class quality wear- and corrosion-resistant thermal spray coatings, Plasma Transferred Arc (PTA) cladding and Polymer coatings (in partnership with Plasma Coatings USA and Diamant Metalplastic Germany) are augmented by a host of specialised allied services.
Edited by: Creamer Media Reporter
EMAIL THIS ARTICLE SAVE THIS ARTICLE
To subscribe email subscriptions@creamermedia.co.za or click here
To advertise email advertising@creamermedia.co.za or click here
