


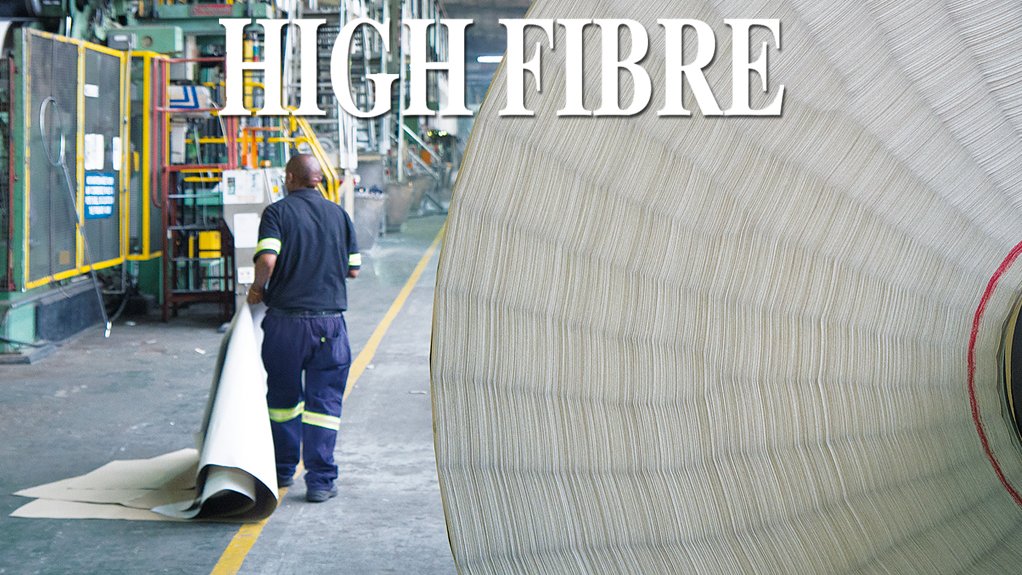
An investment of R46-million in a first-of-its-kind recycling plant in South Africa – commissioned in July after a six-month construction period – at the Springs-based recycling facility of paper and plastics packaging company Mpact is set to reduce the volume of liquid- packaging cartons going to landfill sites, while enhancing the quality of virgin paper.
Liquid packaging primarily involves paper-based cartons that can hold various liquids, from milk and juice to wine and even on-the-go coffee in disposable cups.
Food and beverage cartons are lined with an internal layer of polyethylene (PE) to prevent leaks, while a thinner layer of foil is embedded within this PE coating to block out light and outside air, thereby prolonging the shelf life of the product.
Food processing and packaging solutions company Tetra Pak has partnered with Mpact to further the extent of the recycling of its growing line of carton-based food and beverage products on sale in South Africa.
Carton packs produced by Tetra Pak contain six layers, primarily comprising paper made from wood-fibre resources.
According to Tetra Pak, carton packaging is environment friendly, as it is made of renewable resources and, therefore, has less impact than traditional plastic, which is usually made of fossil materials, which are derived from finite resources. The square shape of the packaging also allows for larger volumes to be transported, thus cutting down on trips made and reducing carbon dioxide emissions.
The Mpact liquid packaging recycling plant can process all types of liquid packaging products, as well as wetproof packaging – which is also paper-based, but prevents the ingress of moisture to a lesser extent – using chemicals embedded within the paper. Wetproof packaging is typically used for moisture-sensitive products such as cement and flour.
Mpact Springs pulp mill manager Godfrey Zwane notes that the liquid packaging recycling plant can process a vast array of cartons and wetproof packaging, which includes disposable paper-based coffee cups. He says that prior to the liquid packaging being fed into the plant, sorting into appropriate streams takes place to ensure the plant is set up accordingly to process the type of material being fed into it.
Mpact Recycling MD John Hunt tells Engineering News that the need for such a plant arose out of the vast amount of liquid packaging products being sold in South Africa without an effective and efficient method of recycling them. Although another plant in the vicinity of the Mpact plant can manage the recycling of liquid packaging, it is much smaller and uses different technology, he adds.
The Mpact plant has, thus, created a new source of high-quality paper fibre for the domestic market – pulp produced by the plant is directed into one of two of Mpact’s large paper manufacturing plants (BM3 and BM6) located on the same premises, where it can be made into a range of paper- or board-based products.
Hunt points out that the fibre used to make cartons needs to be highly rigid to prevent collapsing and to maintain its form from factory to shelf, as well as to withstand bursting resulting from accidental drops and knocks. The recycled form of cartons can, thus, be used to make corrugated boxes, which are currently in short supply in South Africa.
The recycling of liquid packaging, and especially that of cartons, is relatively low worldwide, notes Hunt, adding that this is catalysing a massive campaign to try to increase the recovery rates of such packaging to promote a sustainable and clean future. In South Africa, he says, fewer than 20% of cartons are recycled. “We hope that this plant will enable us to increase that recovery rate to between 30% and 40%.”
One of the difficulties encountered with recycling liquid packaging is that it is a composite material of paper and polyethylene.
“The beauty of our plant is that it separates the paper cleanly from the plastic,” he enthuses, pointing out that other technologies available to recycle liquid packaging tend to macerate everything, causing some plastic to go through into the paper pulping and manufacturing process. Consequently, when drying the paper using high temperatures, the plastic melts and sticks onto the paper rolls, causing paper breaks and paper contamination.
“Our technology results in a very high efficiency of separation . . . It is custom-built technology specifically for liquid packaging,” notes Hunt.
HOW IT WORKS
Liquid packaging is sorted and separated by, for example, manual sorting at waste collection sites, after which it is compacted into square bales and tied. It is then transported to the Mpact facility, where it is sorted into different streams for materials of different types of paper, before being untied and loaded onto a conveyor-belt system.
The material then reaches an elevated hopper, which houses an industrial agitator – the hopper and agitator are the basis of the technology of a machine called the hydropulper. Once loaded into the hopper, a small volume of water is added according to the volume of material.
Hunt points out that the volume of water is a critical aspect in ensuring that the plant operates efficiently to cleanly separate the plastic and paper fibre. The plant is then operated at high consistency using a relatively small volume of water, unlike the liquid packaging plant, which uses larger water volumes. This produces a thick mixture, like a porridge, which is agitated for a predetermined time, depending on the type of carton or wetproof packaging being recycled, he explains.
The agitator, combined with the high consistency of the pulp, results in the rubbing of the paper and plastic constituting each carton, thereby separating the two materials. The plastic simply sheers off the paper and is relatively intact after processing. “You can blow up the plastic sleeve afterwards and it will resemble the carton it was once attached to,” quips Hunt.
“It is essentially a very simple concept of separation. All paper is hydrophilic – it will attract water and lead to fibres separating themselves,” he says.
The method used for recycling wetproof packaging differs slightly, with caustic soda used to extrude the chemicals from the paper.
USES FOR MATERIAL
All the paper fibre produced by the liquid packaging recycling plant is currently redirected into one of two paper machines at the Mpact plant, says Zwane.
“Pulp from the liquid packaging recycling plant can go into the mix of papers produced by Mpact,” says Hunt, noting that such fibre is used primarily for the manufacture of rigid carton board, owing to its strength properties.
“Our machines are unique . . . as they can transform any type of recyclable paper into a multilayered product, with up to seven layers of different grades of paper,” he notes, adding that Mpact’s mills can also make core paper and various other grades of industrial papers.
In terms of available avenues to process or use the plastic produced by the recycling plant, Hunt notes that the company currently does not process plastic, with the plastic sleeves being sold to another company that can process them.
However, Hunt highlights that, through Mpact’s interaction with Tetra Pak, the company is aiming to actively pursue some “interesting applications” it has seen internationally. “This is an interesting part of the recycling development chain . . . sometimes, with a new plant, you come across a new material that you need to find a home for . . . Ultimately, this enables you to create new solutions . . . there is some interesting market potential for plastic.”
MATERIAL COLLECTION
Mpact has been running its pavement paper collection campaigns for several years, with its ‘Ronnie’ bags distributed to various suburbs of Johannesburg. These bags are freely available to anyone willing to fill them with used paper and are collected on a regular basis.
The company also has a similar collection project in Durban, and another project through which material is bought from collectors in Cape Town.
Prior to the commissioning of the liquid packaging recycling plant, Mpact advised people using Ronnie bags to exclude any liquid packaging products, as such items could not be processed, and to include only paper.
However, the liquid packaging recycling plant has enabled Mpact to embark on a multilateral campaign to reverse its previous request to exclude liquid packaging and cartons from Ronnie bags, Hunt says. “It is an interesting process – we spent many years telling people not to supply us with liquid packaging material because we were unable to recycle it, and now we are changing the message,” he states, adding that a lot of effort is being made to get the new message across.
In terms of other avenues to collect suitable material for the plant, Hunt says the company has approached many packaging manufacturers as its first port of call and through which it has set up procedures to collect material.
Further, Mpact is working with a number of schools through which it is implementing recycling awareness and collection campaigns, with the company having placed about 2 000 green bins at schools and community centres in Johannesburg, Durban and Cape Town.
It also conducts the collection of suitable material from landfill sites through on-site reclaimers.
The major challenge in getting increased volumes of suitable material to recycle is to get more people involved in household recycling, where they separate the material before it is binned. “The more we can encourage people to do that, the better,” Hunt concludes.
Edited by: Creamer Media Reporter
EMAIL THIS ARTICLE SAVE THIS ARTICLE
ARTICLE ENQUIRY
To subscribe email subscriptions@creamermedia.co.za or click here
To advertise email advertising@creamermedia.co.za or click here
