



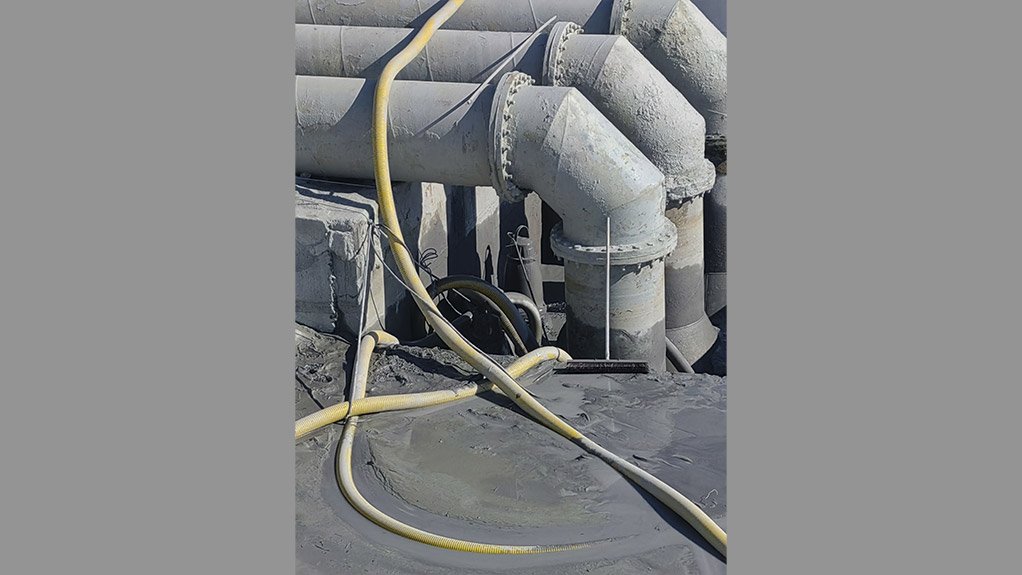








In a strategic move to optimise resource recovery, a South African gold mining operation successfully deployed Grindex Bravo 500 slurry pumps from Integrated Pump Technology to reprocess slurry from its surface return water dam. This dam, which have been used for process water storage over the past 12 years, was identified as a valuable source of gold-bearing slurry. The operation aimed to transfer this slurry back to the gold processing plant, and the Grindex Bravo 500 pumps proved to be the most appropriate solution for this task.
JD Nel, Key Accounts Manager at Integrated Pump Technology, explains that the return water dam was a crucial gold resource needed for production while underground maintenance, which temporarily halted recovery from an underground section, was underway. The return water dam resource was used to sustain gold production for the plant’s needs, but did present a challenge due to the extremely dense slurry, with a specific gravity (SG) of 1.38, which had to be pumped.
Nel says that while it was not necessary to modify the existing process plant, as the material fed from the thickeners had a similar SG, it was important that the pumps selected would perform reliably within the application parameters.
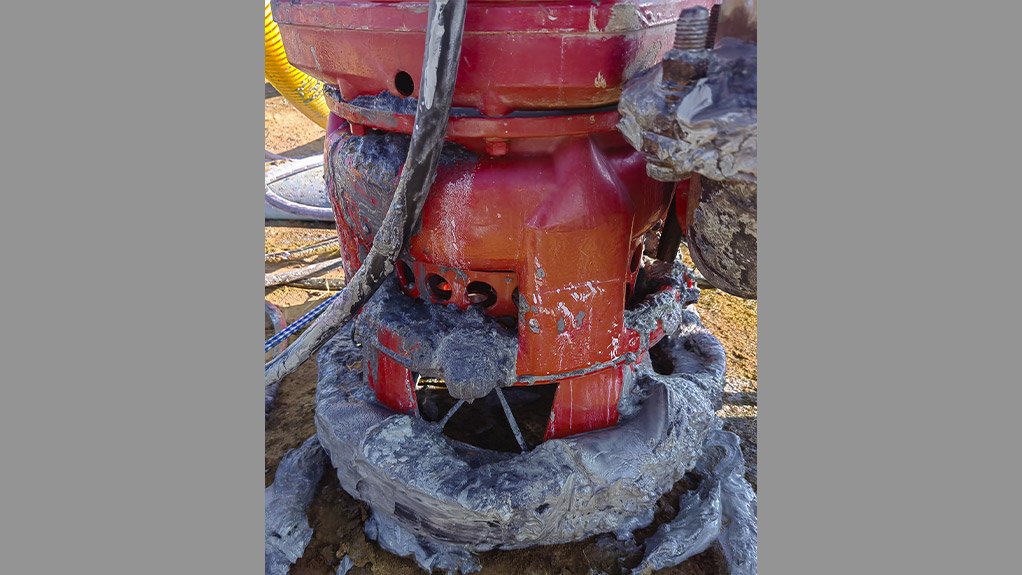
“Following a full assessment of the site conditions and application, we had no reservations is specifying the Grindex Bravo 500 as we knew this centrifugal pump could withstand the density of the material, but still transfer it at the required flow rate,” Nel explains. “The Grindex Bravo 500 is engineered for heavy-duty applications and its components, especially the impeller and liner, are designed to withstand the abrasive nature of dense slurries.”
One of the critical factors in the success of this project was the impressive flow rate and reliability of the Grindex Bravo 500 slurry pumps. In this application, material is being transferred at a flow rate of 480 m3/h at a head of 18 metres. In total, three Grindex Bravo 500 pumps were employed, demonstrating their capability to handle the demanding requirements of this gold mining reprocessing effort.
Nel says the Grindex Bravo 500 is designed to handle high head pressures which is crucial for transporting dense slurries over long distances or vertical lifts. The pump’s ability to maintain consistent pressure helps in effectively moving heavy slurries through the system.
“Further,” he says, “the pump features a robust impeller designed to handle the high density and viscous nature of the gold slurry. The impeller’s design ensures efficient movement of the slurry, significantly reducing the risk of blockages and ensuring smooth operation.”
Commenting on the construction of the pump, he says the overall design of the Grindex Bravo 500 includes heavy-duty bearings and a robust shaft to handle the stresses associated with pumping dense slurries. In addition, the pump’s design helps in minimising the risk of cavitation, a phenomenon that can be problematic when pumping slurries with high densities.
A Grindex Bravo 500 was deployed to pump clean water from the return water dam to the plant where this is being used to wash any material back into the system.
“The deployment of the Grindex Bravo 500 slurry pumps underscores their robustness and effectiveness in handling high density slurries in mining applications,” Nel says. “This solution not only facilitates the reprocessing of valuable slurry but also highlights the operational efficiency and reliability that Grindex pumps bring to the mining industry.”